-
 WET FILAMENT WINDING
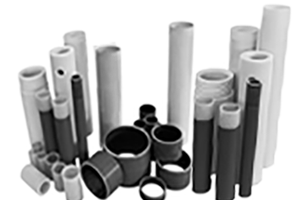
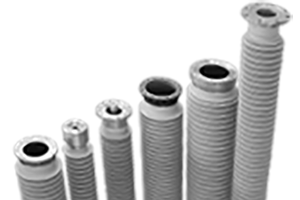
FILAMENT WINDING TUBES
RINGS FOR STARTER MOTORS AND COMMUTATORS
SELF-LUBRICATING BEARINGS DUROBEARING™
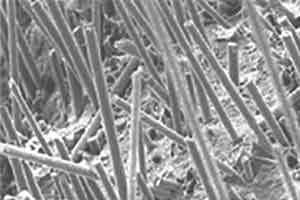
BANDAGING FOR SYNCHRONOUS SERVO MOTORS
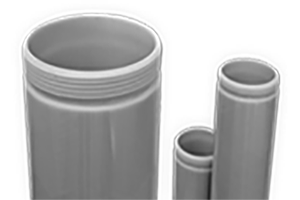
WET FILAMENT WINDING
FILAMENT WINDING TUBES
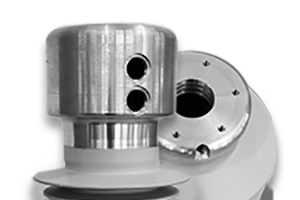
RINGS FOR STARTER MOTORS AND COMMUTATORS
SELF-LUBRICATING BEARINGS DUROBEARING™
BANDAGING FOR SYNCHRONOUS SERVO MOTORS
-
 High voltage composite or porcelain bushings
insulated in SF6 or alternative gases
High voltage composite or porcelain bushings
insulated in SF6 or alternative gases
-
 COMPOSITE INSULATORS
LIVE TANK CIRCUIT BREAKERS
AIR-SF6 BUSHINGS FOR DEAD TANK CIRCUIT BREAKERS
INSTRUMENT TRANSFORMERS
CABLE TERMINATIONS
SURGE ARRESTERS
COMPOSITE INSULATORS
LIVE TANK CIRCUIT BREAKERS
AIR-SF6 BUSHINGS FOR DEAD TANK CIRCUIT BREAKERS
INSTRUMENT TRANSFORMERS
CABLE TERMINATIONS
SURGE ARRESTERS
-
 DRY WINDING VACUUM-IMPREGNATED TUBES
FILAMENT WINDING AND FABRIC
DRY WINDING VACUUM-IMPREGNATED TUBES
FILAMENT WINDING AND FABRIC
-
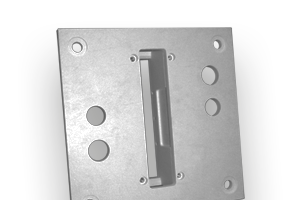
 ALUMINIUM CASTINGS
SAVER Alumen S.r.l.
ALUMINIUM CASTINGS
SAVER Alumen S.r.l.
-
 Glass mat on polyester resin sheet laminates
SAVER Alumen S.r.l.
Glass mat on polyester resin sheet laminates
SAVER Alumen S.r.l.
SAVER Group "Leader for Leaders"
ABOUT US
SAVER Group is composed of two companies:
- SAVER S.p.A.
- SAVER Alumen S.r.l.
MISSION
The SAVER Group’s mission is to preserve its global leadership in the production of advanced composite materials and High Voltage equipment for complex systems of international leaders in their specific strategic markets...
KNOW-HOW
The success story of our group, the international presence of our products and the fact that we are able to establish partnerships with prominent global leaders are all consequences of our competitive advantages...
TIMELINE
1980: “L’Artigiana” was founded by private shareholders with relevant technical experiences in composite materials for the electrical insulation industry.

SAVER S.p.A.
Registered Office: Via della Moscova 14 - 20121 Milano ITALY
Head Office: Via Soncino - 26017 Trescore Cremasco (CR) ITALY
C.F./ P.IVA: 05918200154
SAVER S.p.A. © 2024. All Right Reserved | Privacy Policy